|
注塑模裝配缺陷 |
產 生 原 因 |
調 整 方 法 |
|
模具開閉 |
1.模架導柱、導套滑動不順,配合過緊 |
1.修配或者更換導柱、導套。 |
|
模具與注塑機不匹配 |
1.定位環位置不對、尺寸過大或過小。 |
1.更換定位環;調整定位環位置尺寸。 |
|
制件難填充難取件 |
1.澆注系統有阻滯,流道截面尺寸太小,澆口布置不合理,澆口尺寸小。 |
1.檢查澆注系統各段流道和澆口,修整有關零件; |
|
模具運水不通或漏水 |
1.模具運水通道堵塞,進出水管接頭連接方式錯誤。 |
1.檢查冷卻系統進出水管接頭連接方式及各段水道,修整有關零件; |
|
制件質量不好: |
1.配合間隙過大; |
1.合理調整間隙及修磨工作部分分型面; |
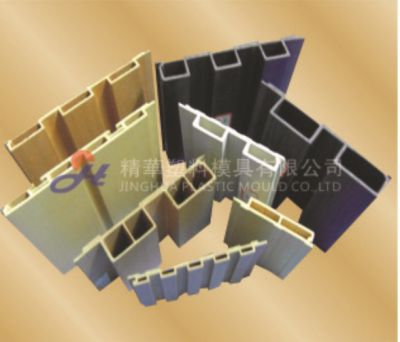 PVC木塑發泡模具
PVC木塑發泡模具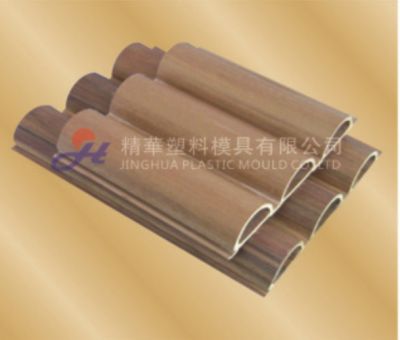 PVC木塑發泡模具
PVC木塑發泡模具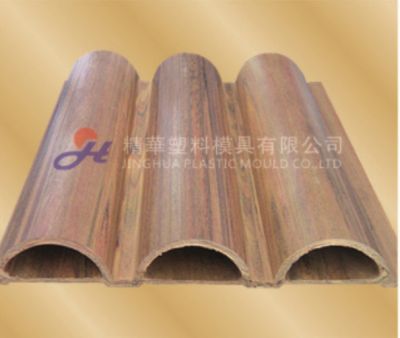 PVC木塑發泡模具
PVC木塑發泡模具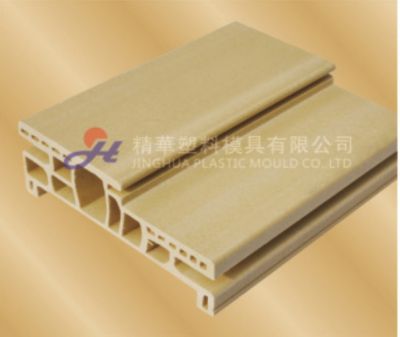 PVC木塑發泡模具
PVC木塑發泡模具 PVC木塑發泡模具
PVC木塑發泡模具 PVC木塑發泡模具
PVC木塑發泡模具 PVC木塑發泡模具
PVC木塑發泡模具 PVC木塑發泡模具
PVC木塑發泡模具 PVC木塑發泡模具
PVC木塑發泡模具 PVC裝飾墻板模具
PVC裝飾墻板模具